


技术文章
机器人视觉技术在弹条搬运生产中的应用
日期:2013-05-24
来源:九游会J9
摘要:本文以机器人视觉技术在弹条搬运生产中应用的实例,阐述了机器人视觉技术的优点,以及在提高自动化水平,产品质量等方面的作用。
随 着社会的飞速发展和科技进步,机器人得到广泛应用,而工业机器人的应用更是走在了前面。工业机器人集机械、电子、计算机等先进技术于一体,自1962年第 一台机器人在美国投入使用以来,已经广泛应用于制造行业的各个领域,大大提高了劳动生产率,降低了工人的劳动强度,提高了产品质量。与此同时,随着工业机 器人向更广更深的方向发展,以及智能化水平的提高,工业机器人已经从传统制造业推广到其它工业领域。
机器人搬运系统广泛应用于汽车车身、机床上 下料、冲压机自动化生产线、自动装配、码垛、集装箱等的自动搬运。首钢莫托曼机器人有限公司研制生产的铁路弹条视觉检测机器人高速搬运系统,不同于传统的 冷加工搬运生产线,它的搬运对象为1000℃的高温钢材,现场由于高温淬火造成烟雾及粉尘、强电磁干扰以及高噪音、高强度、高频率的工作环境,对工作人员 的身体健康损害严重。搬运机器人的应用,将人们从繁重的劳动中解脱出来。
机 器人视觉技术的应用,极大地拓宽了机器人的应用范围,提高了生产效率,保证了产品质量的稳定性和可追溯性。大多数视觉设备运用在瑕疵检测,阅读条码,指导 抓取和正确位置放置,尤其在工件测量和定位等性能方面,带视觉传感功能的机器人系统,性能更为卓越。首钢莫托曼生产的机器人弹条搬运系统,配备了多套视觉传感器,除具备各冲压工序不同形状工件的精确定位抓取外,还具有在线工件位置检测和位置补偿功能,工件最终品质检测功能。全方位的保证和提高产品质量,是本系统的最大特点。
一.弹条搬运生产线系统的组成
1.中频加热炉
2.冲压机
3.淬火炉
4.回火炉
5.PLC控制系统
6.温度传感器和热传感器
7.MOTOMAN NX100系列HP20机器人
HP20机器人是整个搬运生产线的核心,是载体,具有高稳定性、高速度和高精度。机器人工作半径R1717mm,重复定位精度0.06mm,负载20㎏。
8.机器人抓具
作 为机器人工作的最终执行部件,机器人抓手既是一个执行器,又是一个感知器,涉及到材料学、工程力学、传感器技术、通讯技术等多个领域的科学。为适应高温工 件的抓取需要,弹条搬运系统抓手采用高强度耐火钢作为抓手制作材料,在抓指和抓臂上,进行特殊工艺处理,在有限的体积上,尽量增加表面积,加快散热,减少 由于高温造成的抓手变形,增加抓手使用寿命。
9.视觉系统
机器人视觉系统的流程是,视觉系统采集被测目标的相关数据,计算机系统进行图象处理和数据分析,转换成数据量,通过MOTOCOM通讯软件发送给机器人,机器人以接收到的数据为依据,进行抓取作业。
视 觉传感器是一种相当于人眼的传感器,根据铁路弹条生产线工艺的特点,弹条搬运视觉系统采用二维视觉,在二维平面上测量出所有必要的数据,作为指导机器人抓 取和判断产品是否合格的依据。根据生产线工件的特点,视觉系统采用主动光源检测。由于工件是高温工件,其本身能够发出辐射光,用工业相机对其进行拍照,使 用滤镜滤除环境干扰光和辐射干扰光,达到良好的图像效果,得到物体的二维图像,从而计算出工件在平面上的位置和偏移角度。由于高性能计算机的应用及算法优 化,增强了视觉系统的精度和处理速度,增强了对工厂恶劣环境的适应性,使之能在工厂的恶劣环境下稳定运行。
9.1视觉软件功能概述
.标定功能,以得到物理尺寸信息。
.接收PLC的触发信号,进行采图、检测、测量。
.在界面上显示图像及检测结果:合格/不合格;测得的尺寸信息。
.将检测结果和完成结果通过相机的IO口输出给PLC。
.执行相关系统状态的显示,如系统时间、检测个数统计等。
.将测量数据,机器人偏远数据保存在当天的Excel文件中。
.调节相机参数的交互功能
9.2使用环境
相机:PointGrey 20S4m200万黑白相机;
镜头:Computer 8mm + 红外滤光片;
1394卡:64位1394卡;
PC配置:CPU2.5GHZ以上;内存1GB以上;显存64MB以上;PCI64bit;
插槽;彩色显示器;WindowsXP操作系统;Microsoft Studio6.0开发环境。
10.MOTOCOM通讯软件
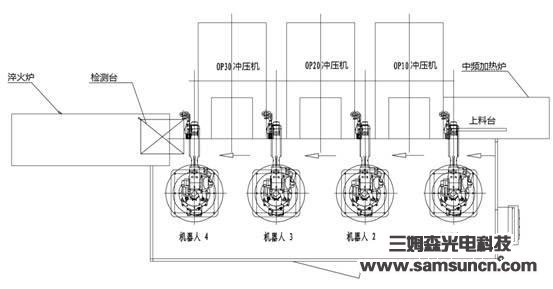
二.机器人弹条搬运系统工艺流程
1.上料工位
上 料工位系统是由一台温度传感器和一台工业相机组成。温度传感器具有三通道信号输出,检测工件当前温度,通过相应的通道发送给机器人系统,只有满足工艺要求 的温度,才能作为合格产品进入加工工序。工业相机对工件进行坐标定位和测量,以确定工件尺寸和当前位置,采集到的数据通过MOTOCOM发送给机器人,以 指导机器人进行抓取,对于温度和尺寸满足工艺要求的工件,机器人抓出送入压机进行冲压作业;对于不合格的产品,机器人抓出进入废品回收程序。

2.第一冲压工位
系统是由一台热传感器和两台工业相机组成。当冲压完成后,视觉系统对工件进行坐标定位和测量,以指导机器人平移抓取位置,补偿由于冲压机和模具造成的尺寸偏差。不合格的产品,送入废品回收程序,合格产品送入下道工序。
3.第二冲压工位
系统是由一台热传感器和一台工业相机组成。由于冲压机的精度和模具的原因,这个工位偏差很大,视觉系统除了要进行工件测量和坐标定位外,还要算出工件的偏移角度。机器人以视觉系统的数据为依据,补偿偏移角度和位置,进行抓取作业,使机器人把工件放置到下道模具的正确位置。

4. 第三冲压及成品工位
系 统是由一台三通道温度传感器和两台工业相机以及检测台清扫装置组成。金属材料性能的主要决定因素是淬火工艺,而淬火工艺的核心是温度控制。由于机器人搬运 作业节拍稳定,在进入加工工序的温度稳定时,可以保证进入淬火工艺的温度是恒定的。温度传感器的使用,使温度控制更加智能和稳定,基于以上控制,每个成品 都具有相同的机械性能。视觉系统的两台工业相机成90度夹角安装,进行俯视和侧视拍摄。取特征点位置为测量点,进行多位置测量,检测出数据指标,与标准数 据进行对比,判断产品是否合格。合格产品进入淬火工序,不合格产品进入废品回收程序,至此机器人弹条搬运完成一个完整的流程。
三.机器人视觉搬运系统优越性
目前我国大多数工厂中,带有高度重复性的搬运工作仍然靠大量人工来完成,给工厂带来巨大的人工成本和管理成本,并难以保证生产线的高速度和零缺陷。机器人及视觉系统的使用,有效地解决了这一问题。系统的优越性能,为提高弹条生产效率和产品质量,提供了有效保证。
弹 条搬运生产线是全自动生产线,工艺流程中不需要人的干预,线体周边使用安全栏防护,门上装有安全锁,只要有人进入工作区域,机器人就会报警停止,最大限度 的保证了人身安全。机器人生产节拍稳定,生产数量在触摸屏实时显示,产品周期明确,生产纲领安排更加容易控制。机器人与视觉系统的使用,降低了人工对产品 质量和稳定性的影响,保证了产品的一致性。
四.总结
机器人视觉系统在弹条生产线的应用,在铁路弹条生产中开了一个先河。经过实践证明,该机器人视觉系统提高了产品质量和速度,最大限度的保证了人身安全,运行稳定可靠,极大的拓展了机器人视觉系统的应用范围。
随 着社会的飞速发展和科技进步,机器人得到广泛应用,而工业机器人的应用更是走在了前面。工业机器人集机械、电子、计算机等先进技术于一体,自1962年第 一台机器人在美国投入使用以来,已经广泛应用于制造行业的各个领域,大大提高了劳动生产率,降低了工人的劳动强度,提高了产品质量。与此同时,随着工业机 器人向更广更深的方向发展,以及智能化水平的提高,工业机器人已经从传统制造业推广到其它工业领域。
机器人搬运系统广泛应用于汽车车身、机床上 下料、冲压机自动化生产线、自动装配、码垛、集装箱等的自动搬运。首钢莫托曼机器人有限公司研制生产的铁路弹条视觉检测机器人高速搬运系统,不同于传统的 冷加工搬运生产线,它的搬运对象为1000℃的高温钢材,现场由于高温淬火造成烟雾及粉尘、强电磁干扰以及高噪音、高强度、高频率的工作环境,对工作人员 的身体健康损害严重。搬运机器人的应用,将人们从繁重的劳动中解脱出来。
机 器人视觉技术的应用,极大地拓宽了机器人的应用范围,提高了生产效率,保证了产品质量的稳定性和可追溯性。大多数视觉设备运用在瑕疵检测,阅读条码,指导 抓取和正确位置放置,尤其在工件测量和定位等性能方面,带视觉传感功能的机器人系统,性能更为卓越。首钢莫托曼生产的机器人弹条搬运系统,配备了多套视觉传感器,除具备各冲压工序不同形状工件的精确定位抓取外,还具有在线工件位置检测和位置补偿功能,工件最终品质检测功能。全方位的保证和提高产品质量,是本系统的最大特点。
一.弹条搬运生产线系统的组成
1.中频加热炉
2.冲压机
3.淬火炉
4.回火炉
5.PLC控制系统
6.温度传感器和热传感器
7.MOTOMAN NX100系列HP20机器人
HP20机器人是整个搬运生产线的核心,是载体,具有高稳定性、高速度和高精度。机器人工作半径R1717mm,重复定位精度0.06mm,负载20㎏。
8.机器人抓具
作 为机器人工作的最终执行部件,机器人抓手既是一个执行器,又是一个感知器,涉及到材料学、工程力学、传感器技术、通讯技术等多个领域的科学。为适应高温工 件的抓取需要,弹条搬运系统抓手采用高强度耐火钢作为抓手制作材料,在抓指和抓臂上,进行特殊工艺处理,在有限的体积上,尽量增加表面积,加快散热,减少 由于高温造成的抓手变形,增加抓手使用寿命。
9.视觉系统
机器人视觉系统的流程是,视觉系统采集被测目标的相关数据,计算机系统进行图象处理和数据分析,转换成数据量,通过MOTOCOM通讯软件发送给机器人,机器人以接收到的数据为依据,进行抓取作业。
视 觉传感器是一种相当于人眼的传感器,根据铁路弹条生产线工艺的特点,弹条搬运视觉系统采用二维视觉,在二维平面上测量出所有必要的数据,作为指导机器人抓 取和判断产品是否合格的依据。根据生产线工件的特点,视觉系统采用主动光源检测。由于工件是高温工件,其本身能够发出辐射光,用工业相机对其进行拍照,使 用滤镜滤除环境干扰光和辐射干扰光,达到良好的图像效果,得到物体的二维图像,从而计算出工件在平面上的位置和偏移角度。由于高性能计算机的应用及算法优 化,增强了视觉系统的精度和处理速度,增强了对工厂恶劣环境的适应性,使之能在工厂的恶劣环境下稳定运行。
9.1视觉软件功能概述
.标定功能,以得到物理尺寸信息。
.接收PLC的触发信号,进行采图、检测、测量。
.在界面上显示图像及检测结果:合格/不合格;测得的尺寸信息。
.将检测结果和完成结果通过相机的IO口输出给PLC。
.执行相关系统状态的显示,如系统时间、检测个数统计等。
.将测量数据,机器人偏远数据保存在当天的Excel文件中。
.调节相机参数的交互功能
9.2使用环境
相机:PointGrey 20S4m200万黑白相机;
镜头:Computer 8mm + 红外滤光片;
1394卡:64位1394卡;
PC配置:CPU2.5GHZ以上;内存1GB以上;显存64MB以上;PCI64bit;
插槽;彩色显示器;WindowsXP操作系统;Microsoft Studio6.0开发环境。
10.MOTOCOM通讯软件
二.机器人弹条搬运系统工艺流程
1.上料工位
上 料工位系统是由一台温度传感器和一台工业相机组成。温度传感器具有三通道信号输出,检测工件当前温度,通过相应的通道发送给机器人系统,只有满足工艺要求 的温度,才能作为合格产品进入加工工序。工业相机对工件进行坐标定位和测量,以确定工件尺寸和当前位置,采集到的数据通过MOTOCOM发送给机器人,以 指导机器人进行抓取,对于温度和尺寸满足工艺要求的工件,机器人抓出送入压机进行冲压作业;对于不合格的产品,机器人抓出进入废品回收程序。
2.第一冲压工位
系统是由一台热传感器和两台工业相机组成。当冲压完成后,视觉系统对工件进行坐标定位和测量,以指导机器人平移抓取位置,补偿由于冲压机和模具造成的尺寸偏差。不合格的产品,送入废品回收程序,合格产品送入下道工序。
3.第二冲压工位
系统是由一台热传感器和一台工业相机组成。由于冲压机的精度和模具的原因,这个工位偏差很大,视觉系统除了要进行工件测量和坐标定位外,还要算出工件的偏移角度。机器人以视觉系统的数据为依据,补偿偏移角度和位置,进行抓取作业,使机器人把工件放置到下道模具的正确位置。
4. 第三冲压及成品工位
系 统是由一台三通道温度传感器和两台工业相机以及检测台清扫装置组成。金属材料性能的主要决定因素是淬火工艺,而淬火工艺的核心是温度控制。由于机器人搬运 作业节拍稳定,在进入加工工序的温度稳定时,可以保证进入淬火工艺的温度是恒定的。温度传感器的使用,使温度控制更加智能和稳定,基于以上控制,每个成品 都具有相同的机械性能。视觉系统的两台工业相机成90度夹角安装,进行俯视和侧视拍摄。取特征点位置为测量点,进行多位置测量,检测出数据指标,与标准数 据进行对比,判断产品是否合格。合格产品进入淬火工序,不合格产品进入废品回收程序,至此机器人弹条搬运完成一个完整的流程。
三.机器人视觉搬运系统优越性
目前我国大多数工厂中,带有高度重复性的搬运工作仍然靠大量人工来完成,给工厂带来巨大的人工成本和管理成本,并难以保证生产线的高速度和零缺陷。机器人及视觉系统的使用,有效地解决了这一问题。系统的优越性能,为提高弹条生产效率和产品质量,提供了有效保证。
弹 条搬运生产线是全自动生产线,工艺流程中不需要人的干预,线体周边使用安全栏防护,门上装有安全锁,只要有人进入工作区域,机器人就会报警停止,最大限度 的保证了人身安全。机器人生产节拍稳定,生产数量在触摸屏实时显示,产品周期明确,生产纲领安排更加容易控制。机器人与视觉系统的使用,降低了人工对产品 质量和稳定性的影响,保证了产品的一致性。
四.总结
机器人视觉系统在弹条生产线的应用,在铁路弹条生产中开了一个先河。经过实践证明,该机器人视觉系统提高了产品质量和速度,最大限度的保证了人身安全,运行稳定可靠,极大的拓展了机器人视觉系统的应用范围。
