


技术文章
重型机械手的棒料上下料方案
1、 重型机械手的简介
Dream 系列(DRM)属于重型机械手系列,最大规格的抓取能力有2.5吨,本案中采用的是抓取能力在200kg的DRM200系列机械手。DRM系列机械手主体 横梁采用钢梁结构,导轨采用矩形的重载导轨(图1),传动采用齿轮齿条方式,模块化的设计,独立的控制方式,配备用紧急情况下的安全急停装置,适合于大型 设备和重载的场合使用。矩形的重载导轨采用三面滚轮结构,两侧和下面的滚轮采用偏心预压结构,不仅承载力到,而且刚性更高,整个结构简单可靠、适应各种恶 略环境。
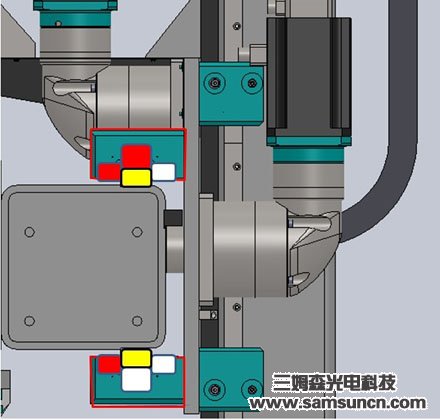
图(1)
2、 自动上下料零件的规格:
(1) 零件名称:电机轴
(2) 加工内容:两端端面、打中心孔和加工螺纹孔
(3) 加工机:钻攻孔中心机
(4) 工件材料: 标准45钢圆棒料;
3、 工件装夹方式
手爪采用平行卡爪,由于工件长度较大,为了保证工件装夹时的刚性,采用两个平行手爪同事夹取工件。由于客户要求需要兼容不同长度的工件,手爪安装方式有两种,装夹方式分别如下图所示。
3.1 当工件小于750mm时手爪安装方式如图(1):
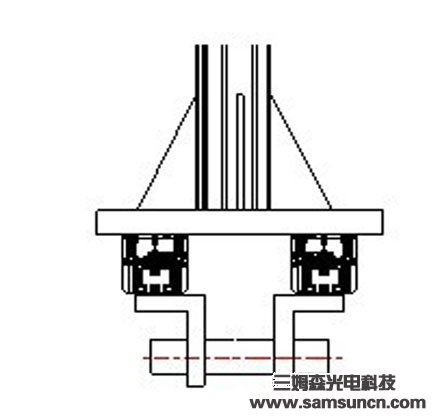
图1
3.2 当工件大于750mm时手爪采用图2所示的安装方式;
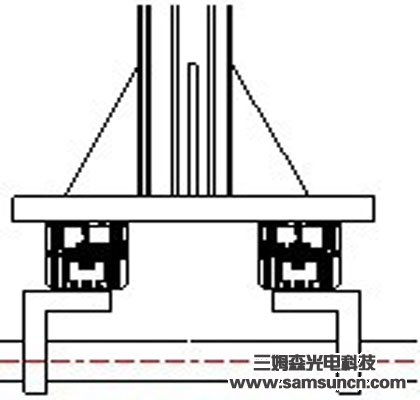
图2
3.3 装夹示意简图如下:
当工件长度小于750mm时手爪安装方式如图3,装夹的工件是客户要求的最小工件:45*500圆钢,安装的手指垫块为铜块,两手指最外端之间的长度为 300mm,如图1中所示。当工件长度大于750mm时手爪的安装方式如图4,装夹的工件是客户要求的最大工件:100*1300圆钢,安装的手指垫块为 铜块,两手指最外端之间的长度为750mm,如图2中所示。
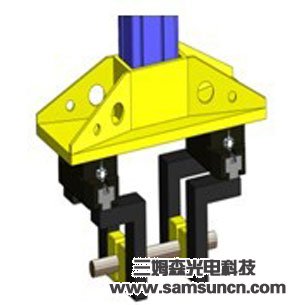
图3,抓取45*500工件示意图
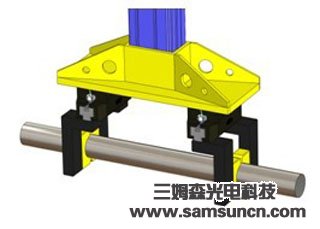
图4,抓取100*1300工件示意图
4、机械手参数
针对客户提供的加工机床为钻攻孔中心机,以及对加工工件的分析推荐选用DRM 200系列双头机械手。
DRM200机械手参数:
手爪:手爪数量:2个
抓取重量: 2*100kg
横轴:传动方式:齿轮齿条
最高速度:60m/min
最大行程:由机床确定
竖轴:传动方式:齿轮齿条
最高速度:40m/min
最大行程:由机床确定
5、上下料道
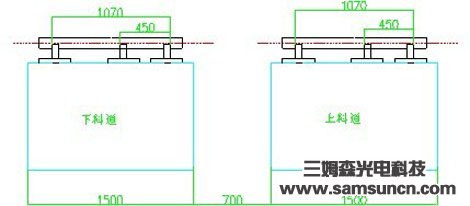
本案中的料道是将上料道与下料道综合在一起,上料端与下料端在一起,只需要一个操作工人便可完成上下料道的装填工作。
5.1 料道说明
整体料道为链条料道,料道上的工装为V型块,可以支撑45~100直径的棒料,工装并排放置3列,如图5所示,当工件较短时,工件偏方在料道的一端,当工件较长时,工件由3列v型块共同支撑。
5.2 料道与机械手配合动作说明:
操作工人将毛坯放到上料道上,料道带动毛坯移动至机械手上料点,料道停止,机械手将已加工完成的工件放在下料道上,继续行走至上料道,抓取工件。工件被抓走后,料道继续行走至上料位并停止,等待机械手上料,完成一次循环。
6、电控
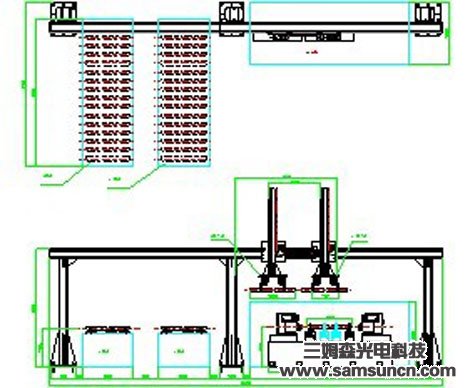
7、自动线平面布置图
8、机械手动作及时间说明
8.1 动作说明
棒料的毛坯从上料位由操作工人集中装填,料道运行至机械手上料位停止,并等待机械手抓取工件,DRM 200机械手上料手爪从上料位抓取工件后自动运行到钻攻孔中心机上方的等待位置,当中心机完成工件的加工后,卸料爪将完成的工件先卸下,然后上料爪运动至 钻攻孔中心机上方的上料位置,上料手爪为机床上料,完成后机械手运行至下料道的下料位置,将加工完成的零件放入下料料道,然后机械手上料手爪运动至上料道 上方抓取毛坯,完成一次循环。
8.2 机械手时间节拍

注:1、本时间表仅供参考
2、其中机械手与机床并行时间为41s小于要求的最小时间0.7min
