


技术文章
机器视觉在零件检测中的应用
日期:2013-07-02
来源:九游会J9
客户要求:
在过去的生产中,生产线上有大量的工人在用手摆放着零件的位置和方向,以便进入下一个工序。但是工人们在这样的机械式生产中很容易产生疲劳,以至于出来的产品质量掺差不齐,很难达到客户的要求。为此厂家提出了要用机械手来完成这些工作。
 技术要求:
技术要求:
在每小时里要摆放完8000个零件,方向误差±0.1度,位置误差在±0.01范围以内。对不合格的部件要剔除出来,要有合格产量统计,不合格统计等。
实现方法:
机 械手的检测和控制构成如下: CCD:sony xc-es30 镜头:pentax b2514-d 光源:普通照明灯 视觉软件:创科自动化公司的CK-ImagePro软件包 图像采集卡:台湾产的 PCI 2100 运动控制卡:EPCIO 4000 I/O卡:创科自动化公司的CK-8454数字卡 驱动器:国产 马达:三洋 其他:多个光电开关
工作过程:
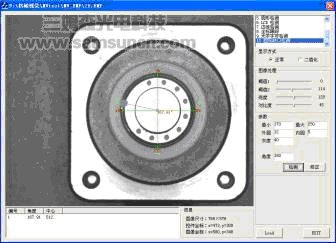
在 零件进入CCD的采集范围内,CCD将图像数据传送到计算机,计算机程序调用CK-ImagePro软件包的库函数,首先调用图像滤波功能对图像进行低级 的处理,把图像上杂点进行过滤,然后调用轮廓检测和特征匹配功能找到零件的位置,方向,中心等数据。把当前的检测的实际数据和预制好数据进行比较计算,并 把结果转换到控制机械手的运动控制卡上。在机械手完成工作后又回到启始位置等待下一个零件。
效能:
经过技术上的改造,从工厂出来的产品得到了良好的改善,质量不再是掺差不齐。数量和质量都得到了保证。
在过去的生产中,生产线上有大量的工人在用手摆放着零件的位置和方向,以便进入下一个工序。但是工人们在这样的机械式生产中很容易产生疲劳,以至于出来的产品质量掺差不齐,很难达到客户的要求。为此厂家提出了要用机械手来完成这些工作。
在每小时里要摆放完8000个零件,方向误差±0.1度,位置误差在±0.01范围以内。对不合格的部件要剔除出来,要有合格产量统计,不合格统计等。
实现方法:
机 械手的检测和控制构成如下: CCD:sony xc-es30 镜头:pentax b2514-d 光源:普通照明灯 视觉软件:创科自动化公司的CK-ImagePro软件包 图像采集卡:台湾产的 PCI 2100 运动控制卡:EPCIO 4000 I/O卡:创科自动化公司的CK-8454数字卡 驱动器:国产 马达:三洋 其他:多个光电开关
工作过程:
在 零件进入CCD的采集范围内,CCD将图像数据传送到计算机,计算机程序调用CK-ImagePro软件包的库函数,首先调用图像滤波功能对图像进行低级 的处理,把图像上杂点进行过滤,然后调用轮廓检测和特征匹配功能找到零件的位置,方向,中心等数据。把当前的检测的实际数据和预制好数据进行比较计算,并 把结果转换到控制机械手的运动控制卡上。在机械手完成工作后又回到启始位置等待下一个零件。
效能:
经过技术上的改造,从工厂出来的产品得到了良好的改善,质量不再是掺差不齐。数量和质量都得到了保证。
