


技术文章
机器视觉系统在汽车零部件制造中的应用
日期:2013-07-05
来源:九游会J9
汽车业的多样化零件是由机器式、机械视觉系统、PLC 及网络控制来处理的。 GKN Sinter Metals 生产设备位于美国印第安纳州Salem,采用烧结程序制造传动零件与电源操控组件,以供应主要汽车制造商及其供货商。在2001年,该公司将其产品线自动 化,可生产六倍大小的变速箱离合器板,以供货商用汽车如卡车与校车等使用。在此产品线中的机器手臂与整合式的视觉系统使其得以运转额外的零件,例如用于传 动的机械式二极管设备,所有操纵不需手动转换。 Salem 厂电子工程主管 Gale Wiseman 表示:“机器手臂的弹性在适应多种零件方面是非常重要的。这是一个连续的生产线,但我们可以利用批次类条件启动多种类型的零件。”接着表示:“我们也许需 要 30,000 左右的零件才能符合每个月的生产需求,但是我们可以一次执行 5000 至 8000 组零件的批次作业,以达到我们客户的要求的时效。更换印模机上的印模只花两小时不到的时间。自动产线的更换仅涉及选择不同的执行方案。” 在烧结过程中,粉状金属零件将于高压缩印模机中形成近似网状的形状,然后以熔炉烘焙,并产出最后的汽车零件。在 GKN 设备中,每6 至8 组中有一套小型的印模机是由 Cincinnati 有限公司自动弹射出新形成的粉状金属零件,由其印模至 Shuttleworth 低压累积输送带。当刷子作业移除各种损坏的粉状物,零件将被传送到 Ohaus CQ10R31 秤重站,在这个地方检查该零件是否达到已知重量。 输送带与秤重作业是由 Allen-Bradley SLC/504 PLC (可程序化逻辑控制器) 所控制的,此控制器也会同时配合压力、机器手臂、视觉系统及其它自动化组件运作。每个零件直径大约为9 至10 英吋,重量大约为3 至4 磅。Wiseman 表示:“我们百分之百地检查零件的重量,并将结果传回印模机,这可实时调整整个工作流程。无法通过重量测试的零件会被送到拒收支线。” 在肉眼观察下,输送带上的零件看起来都朝向相同的方向前进。然而,定位仍有稍许不同,位置的准确度对后续的流程非常重要。Wiseman 表示:“这就是视觉系统存在与否的差异了。”
零件定位
零件通过重量检查,然后到达 U 形站,这时会遇到一个连接至 PLC 的相机镜头。PLC 会通知 Motoman UP20 机器手臂与黑白的 Cognex In-Sight 2000视觉系统该零件已经出现,并准备检起零件,最后将其加载输送带中,传送至熔炉中。视觉系统拥有一组1/3英吋的 CCD 与一组 8.5 mm C-mount 镜头,可以提供约 12 英吋的视野范围,以容纳零件大小及输送带上的位置偏离。
 图1. Cognex In-Sight 2000 视觉系统计算零件x-y中心点间的角度,以及零件最明显特征的中心点,以决定零件从零点开始的旋转程度。Motoman UP20 机器手臂采用此信息计算其接近路径与检取位置。高频荧光灯源让原来的 60-Hz周遭光线闪动情形降到最小,并提供更一致的持续光源。 Motoman 工程师选择 Phoenix Imaging Model 2010 高频荧光灯源,让原来的 60-Hz周遭光线闪动情形降到最小,并提供更一致的持续光源 (见图1)。为了在启动生产前校验系统,工程师会使用自订的夹具指导视讯系统相对于零点 (原点) 的 x-y 方向。这个夹具同时定义了每毫米的像素数,这得根据视野的范围而定。 在生产过程中,机器手臂将不会移动,直到视觉系统确认所见零件符合标准为止,然后PLC将指示生产线继续运转。Cognex 影像处理函式库中的 PatFind 零件定位工具,指示零件出现与否以及所有零件重要特征的位置。视觉系统将找出数组特征,例如该零件特有的特定轮齿。在每次检取时,视觉系统都会计算“最佳 的”特征,以利推断零件的流向。视觉系统会选择需要机器手臂进行最少角度校正动作的特征。 In-Sight 2000 视觉系统采用内建于 Cognex 函式库的环绕式寻找边缘工具,找出零件的中心点。这个点会转成机器手臂所使用的x-y坐标。PatFind 工具同时会找到「最佳」零件特征的中心点。视觉系统会计算零件 x-y 中心点间的角度,以及零件最佳特征的中心点,以决定零件从原点的旋转角度,这个判断会在校验阶段完成。x-y 坐标与角度方向会由视觉系统送出,透过 CDN366 DeviceNet 接口模块,经由 DeviceNet 网络,传送至机器手臂控制器中的 Motoman JARCR-XFB01B DeviceNet 网络卡 (见图 2)。
图1. Cognex In-Sight 2000 视觉系统计算零件x-y中心点间的角度,以及零件最明显特征的中心点,以决定零件从零点开始的旋转程度。Motoman UP20 机器手臂采用此信息计算其接近路径与检取位置。高频荧光灯源让原来的 60-Hz周遭光线闪动情形降到最小,并提供更一致的持续光源。 Motoman 工程师选择 Phoenix Imaging Model 2010 高频荧光灯源,让原来的 60-Hz周遭光线闪动情形降到最小,并提供更一致的持续光源 (见图1)。为了在启动生产前校验系统,工程师会使用自订的夹具指导视讯系统相对于零点 (原点) 的 x-y 方向。这个夹具同时定义了每毫米的像素数,这得根据视野的范围而定。 在生产过程中,机器手臂将不会移动,直到视觉系统确认所见零件符合标准为止,然后PLC将指示生产线继续运转。Cognex 影像处理函式库中的 PatFind 零件定位工具,指示零件出现与否以及所有零件重要特征的位置。视觉系统将找出数组特征,例如该零件特有的特定轮齿。在每次检取时,视觉系统都会计算“最佳 的”特征,以利推断零件的流向。视觉系统会选择需要机器手臂进行最少角度校正动作的特征。 In-Sight 2000 视觉系统采用内建于 Cognex 函式库的环绕式寻找边缘工具,找出零件的中心点。这个点会转成机器手臂所使用的x-y坐标。PatFind 工具同时会找到「最佳」零件特征的中心点。视觉系统会计算零件 x-y 中心点间的角度,以及零件最佳特征的中心点,以决定零件从原点的旋转角度,这个判断会在校验阶段完成。x-y 坐标与角度方向会由视觉系统送出,透过 CDN366 DeviceNet 接口模块,经由 DeviceNet 网络,传送至机器手臂控制器中的 Motoman JARCR-XFB01B DeviceNet 网络卡 (见图 2)。
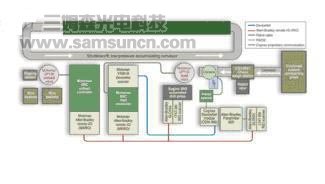 图2. 在烧结过程中,近似网状的零件从右方进入输送带,并于 U 形视觉站中进行处理。由Cognex In-Sight 2000 视觉系统指引,Motoman UP20 机器手臂采用自订电磁机器手臂终端工具,轻轻地由内送输送带上的 U 形站检取该零件,将其加载自订的钻床站上的巢中,或将其堆放置外送输送带上的陶盘上。 机器手臂会利用来自视觉系统的信息,计算其接近路径与检取位置。也会进行所有检取位置的运算,然后将零件放置在自订钻床巢上的已知固定位置。机器手臂会精 确地将多层堆栈中不需要钻床的其它种类零件放置于加载站的个别陶盘中。 视觉系统不会直接与 PLC 进行通讯。反之,机器手臂会与 PLC 联系,而其它自动化设备则使用机器手臂控制器中的 MARIO (Motoman Allen-Bradley Remote I/O) 卡。Allen-Bradley 的Flex I/O 模块可用于整个输送带与钻床系统,位于 PLC 的Panelview OIT 可用于视觉系统与设定控制。第二组Allen-Bradley SLC/504 PLC 将控制钻床作业、对外输送带及运输作业。这两组 PLC 都将透过以太网络与厂内网络通讯。 一旦视觉系统算法决定零件的精确方向后,机器手臂就会旋转两个末端效应器 (end effector) 的其中一边,这可由 Motoman 自订,以让机器手臂可以检取下一阶段作业所需精确流向中的零件。Wiseman 表示:“机器手臂末端效应器是相同的,并可使用三点电磁检取点。我们不想使用夹爪作业,因为这可能会施加压力,造成零件断裂或缺口。” 小型零件在此处仍非常易脆,因为这些零件是在烤箱中加热而黏附粉状粒子的。为了在不造成缺口或断裂的情况下检取小型零件,机器手臂必须在激励三个电磁体之 前,移动零件上方大约1/16英吋范围内其中一端的反应器。为了放下零件,机器手臂再次于零件巢或陶盘约1/16英吋的范围内移动,然后倒转电磁体极性。 倒转极性提供些许能量,可排动零件,使其平稳地着地,而不是关闭磁铁能量,这可能造成零件不平稳地着地。这同时也有助于避免因建立磁场造成粉状物的松动 (见图 3)。
图2. 在烧结过程中,近似网状的零件从右方进入输送带,并于 U 形视觉站中进行处理。由Cognex In-Sight 2000 视觉系统指引,Motoman UP20 机器手臂采用自订电磁机器手臂终端工具,轻轻地由内送输送带上的 U 形站检取该零件,将其加载自订的钻床站上的巢中,或将其堆放置外送输送带上的陶盘上。 机器手臂会利用来自视觉系统的信息,计算其接近路径与检取位置。也会进行所有检取位置的运算,然后将零件放置在自订钻床巢上的已知固定位置。机器手臂会精 确地将多层堆栈中不需要钻床的其它种类零件放置于加载站的个别陶盘中。 视觉系统不会直接与 PLC 进行通讯。反之,机器手臂会与 PLC 联系,而其它自动化设备则使用机器手臂控制器中的 MARIO (Motoman Allen-Bradley Remote I/O) 卡。Allen-Bradley 的Flex I/O 模块可用于整个输送带与钻床系统,位于 PLC 的Panelview OIT 可用于视觉系统与设定控制。第二组Allen-Bradley SLC/504 PLC 将控制钻床作业、对外输送带及运输作业。这两组 PLC 都将透过以太网络与厂内网络通讯。 一旦视觉系统算法决定零件的精确方向后,机器手臂就会旋转两个末端效应器 (end effector) 的其中一边,这可由 Motoman 自订,以让机器手臂可以检取下一阶段作业所需精确流向中的零件。Wiseman 表示:“机器手臂末端效应器是相同的,并可使用三点电磁检取点。我们不想使用夹爪作业,因为这可能会施加压力,造成零件断裂或缺口。” 小型零件在此处仍非常易脆,因为这些零件是在烤箱中加热而黏附粉状粒子的。为了在不造成缺口或断裂的情况下检取小型零件,机器手臂必须在激励三个电磁体之 前,移动零件上方大约1/16英吋范围内其中一端的反应器。为了放下零件,机器手臂再次于零件巢或陶盘约1/16英吋的范围内移动,然后倒转电磁体极性。 倒转极性提供些许能量,可排动零件,使其平稳地着地,而不是关闭磁铁能量,这可能造成零件不平稳地着地。这同时也有助于避免因建立磁场造成粉状物的松动 (见图 3)。
 图3. 为了避免零件缺口或断裂,机器手臂移动末端效应器至约1/16英吋内,然后启动末端效应器的电磁体。为了放开零件,机器手臂再次移至落点的 1/16 英吋内,然后倒转电磁极性,让零件平稳降下。 取决于零件类型,机器手臂将零件加载自订的钻床巢中,或精确地将个别零件堆栈于对外输送带的多层陶盘上。处理需要钻床处理的零件时,机器手臂会利用两个末 端效应器的其中一边,由内送输送带上的U形站检取零件,然后,旋转并移至 Sugino SN3 钻床上的钻床巢。 此时,机器手臂利用另一个末端效应器检取完成钻床处理的零件,旋转并将新的零件放置于第一个钻床巢中,并通知第二组 Allen-Bradley PLC 启动钻床机器的工作周期。最后,末端效应器会旋转,而机器手臂会将钻床处理后的零件由第二边堆栈至陶盘上。 在通过熔炉时,零件必须完美地对齐并决定平置于陶盘中。在进入熔炉前,当工作流程要求将数组零件以相同流向堆栈时,这个动作将额外重要。一旦达到陶盘上所 要求的堆栈高度时,第二组 PLC 将送出脚位停止讯号给输送带,以放开负载零件的陶盘。陶盘将送到熔炉前方,烘烤至90&#deg;然后输送到下一站。硬式工具设备堆起陶盘堆栈, 以便放入熔炉中。弹起的链输送带会将一列负载零件的陶盘送至输送带。熔炉传送带会以零件指定的速度移动通过熔炉,而在此烧结这些零件。 在完成烧结工作之后, Motoman UP130 机器手臂将配有自订夹爪可卸载烤箱上的组件,进行浸泡处理,以便防锈、润滑,然后依照零件指定的配置,堆栈于金属篮中。在此死循环式系统中,可回收陶盘, 重复用于Shuttleworth无摩擦输送带的负载作业。
图3. 为了避免零件缺口或断裂,机器手臂移动末端效应器至约1/16英吋内,然后启动末端效应器的电磁体。为了放开零件,机器手臂再次移至落点的 1/16 英吋内,然后倒转电磁极性,让零件平稳降下。 取决于零件类型,机器手臂将零件加载自订的钻床巢中,或精确地将个别零件堆栈于对外输送带的多层陶盘上。处理需要钻床处理的零件时,机器手臂会利用两个末 端效应器的其中一边,由内送输送带上的U形站检取零件,然后,旋转并移至 Sugino SN3 钻床上的钻床巢。 此时,机器手臂利用另一个末端效应器检取完成钻床处理的零件,旋转并将新的零件放置于第一个钻床巢中,并通知第二组 Allen-Bradley PLC 启动钻床机器的工作周期。最后,末端效应器会旋转,而机器手臂会将钻床处理后的零件由第二边堆栈至陶盘上。 在通过熔炉时,零件必须完美地对齐并决定平置于陶盘中。在进入熔炉前,当工作流程要求将数组零件以相同流向堆栈时,这个动作将额外重要。一旦达到陶盘上所 要求的堆栈高度时,第二组 PLC 将送出脚位停止讯号给输送带,以放开负载零件的陶盘。陶盘将送到熔炉前方,烘烤至90&#deg;然后输送到下一站。硬式工具设备堆起陶盘堆栈, 以便放入熔炉中。弹起的链输送带会将一列负载零件的陶盘送至输送带。熔炉传送带会以零件指定的速度移动通过熔炉,而在此烧结这些零件。 在完成烧结工作之后, Motoman UP130 机器手臂将配有自订夹爪可卸载烤箱上的组件,进行浸泡处理,以便防锈、润滑,然后依照零件指定的配置,堆栈于金属篮中。在此死循环式系统中,可回收陶盘, 重复用于Shuttleworth无摩擦输送带的负载作业。
零件定位
零件通过重量检查,然后到达 U 形站,这时会遇到一个连接至 PLC 的相机镜头。PLC 会通知 Motoman UP20 机器手臂与黑白的 Cognex In-Sight 2000视觉系统该零件已经出现,并准备检起零件,最后将其加载输送带中,传送至熔炉中。视觉系统拥有一组1/3英吋的 CCD 与一组 8.5 mm C-mount 镜头,可以提供约 12 英吋的视野范围,以容纳零件大小及输送带上的位置偏离。
