


技术文章
机器视觉实现方便面破损在线检测的研究

摘 要:提出一种适于实时在线检测方便面面块破损的方法,即通过建立计算机视觉系统,获取面块图像,针对方便面特点利用“围剿算法”分割出面块图像,然后通过“削切算法”除去面块边缘毛刺,以便于求得面块的“真边界”,然后求取面块与其外接矩形面积的比值对方便面的破损进行快速判断,本实验另辟蹊径,其优势十分明显,识别率高,速度快。
关键词:方便面;形状识别;计算机视觉; 图像分割 Abstract: An on-line method was proposed to identify damaged instant noodle. Use computer vision to capture the image. Then use “around shock method” to segment the image. The burr of edge is get rid of after “cut processing”, So “real borderline” was gained. Then the area ratio of dough and exterior rectangle was available and made rapid identify on speedy inspection of defaulted. This study method is novelty, superiority, nicety and speedily. Key words: Instant noodle; Shape recognition; Machine vision; Image Segmentation
0. 引言
近年来,随着方便面市场剧烈竞争,各厂家纷纷降低成本、提高产品质量、树立品牌形象、提高企业竞争力。在不降低产品质量的前提下,要增强企业的竞争力,只有走规模化经营之道;而规模化的核心目标就是“以规模降成本”,即扩大生产规模,挖掘企业潜力,向规模要效益,向管理要效益,降低生产成本和管理成本。鉴于此,方便面生产的自动化水平渐渐成为一个不容忽视的重要问题。目前,方便面生产线后段应用了自动排面传送带及自动射面机、自动投包机、自动叠袋机及自动裹包式纸箱装箱机等(如顶新集团),而方便面生产线次品挑选工作还是依赖人工视觉来完成。人工视觉检测具有速度低,受主观影响较大,误检率和漏检率高等缺点。所以,研制高效方便面自动化检测系统能提高产品质量,解放生产力和节约成本,适应现代化工业的需要。
机器视觉技术是机器代替人眼来做测量和判断,国内外已将此技术成功地运用到众多产品的质量检测上。与人工视觉检测相比较,机器视觉具有自动化程度高、识别能力强、测量精度高等优点,具有广泛的应用前景。随着图像处理技术的日趋先进、计算机硬件成本的下降及计算机处理速度的提高,在食品及农产品品质自动检测和分级领域应用机器视觉已变得越来越具有吸引力。
方便面生产线上依外观挑选出的不良品主要有破损、油炸过度或不足、大花、并条、堆积等,其中80%以上为破损面块。本文以方形面块为例进行在线快速破损检测。因为面块边缘不平整且常有一些毛刺,常规的视觉识别方法难以进行判断。本文利用“削切处理”除去毛刺,得到面块的真边界,然后利用面块与外接矩形的面积比判断缺损与否,实验表明该方法识别率高,速度快,适合在线检测。
1. 试验材料与装置
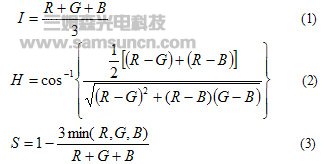
本实验样本来自河南正龙食品有限公司的白象方便面系列之一:大骨面,它具有油炸方便面的代表性。由正龙集团新郑分公司三车间生产。共采集实验样本128块,其中缺损面块70块。 实验装置由计算机、CCD摄像机、图像采集卡、光源和输送线等组成(图1)。其中CCD摄像机采用美国Uniq-uc610,图像采集卡采用加拿大Matrox Meteor-II型(该采集卡具有外触发功能)。本系统采用封闭式照明系统,照明室上部两侧采用两个对称的30 W日光灯作为光源,输送线为黑色,面块经自动排面输送线(将面块摆放整齐,并且使面块之间间隙均匀)将面块输送到视觉检测部分。
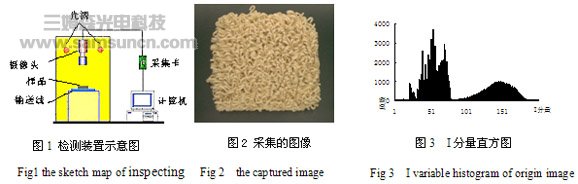
图像的获取采用触发抓拍的方式,检测元件为OMORN的E3C-DS10触发器配合放大器E3C-3C使用。这是一个反射型的触发器。当传送带上有面块过来时,信号强度发生变化,输出一个脉冲信号来控制相机抓拍图像。本实验所拍摄图像大小为640×474,以24位bmp格式存储。图像处理算法在Visual C ++ 6.0平台上编译通过。
2. 图像处理
采集后的图像首先要经过预处理,预处理包括滤噪、图像分割、去边缘毛刺等,以便于后续的形状判断工作。
2.1 图像滤噪
本试验采用快速中值滤波方法去除噪声。既有效抑制图像中的噪声,又保护图像的轮廓边界不使其变模糊。此算法处理速度快,能满足在线检测的要求。
2.2 图像分割
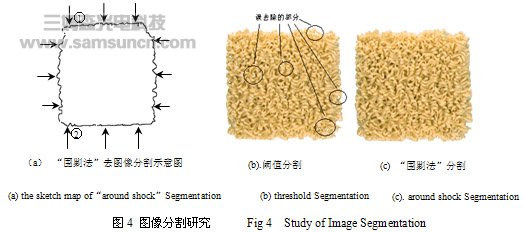
图像的背景是黑色的,而面块相对来说是浅色的。经实验,选取HIS颜色空间中I分量为判断条件时,直方图为理想的双峰型(图3)。选择谷作为灰度阈值将得到合理的物体边界。同一颜色从RGB到HIS的转换为非线性变换,其转换关系为:
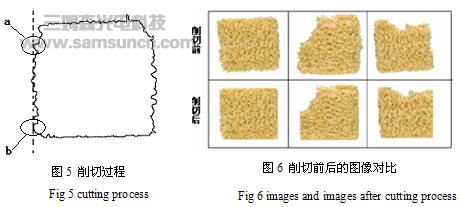
图像分割一般采用阈值法, 本研究中由于面块花纹深陷处、空洞处等颜色灰度值与背景差别不大,采用阈值法容易将面块部分当作背景去除掉,从而影响后续的处理(图4b)。本文采用了“围剿算法”分割图像。基本思想是通过扫描图像找到面块的四周边缘点,将其以外的部分像素灰度值置白(R、G、B灰度值全设为255),而面块区域不变。该方法先采用纵向扫描的方式,从整个图像最左端开始依次扫描图像的每一列。首先从一列的最顶端扫描,当扫描到面块点时即停止扫描,记录该点为1点(图4a)。(如果到扫描到下边界仍然没有碰到面块点,说明此列全部是背景点,将其灰度值置白,接着扫描下一列)。再从该列的最底端开始扫描,同样,扫描到面块点时停止扫描,记录这点为2点,那么1点和2点之间就是面块区域,保持其灰度值不变,1点和2点之外的为背景区域,将其灰度值置白。纵向扫描完成后,再用同样的方法横向扫描处理,这样即干净地去除了背景又完整地保留了面块区域(图4c所示)。
2.3 去边缘毛刺 面块边缘不平整,常有不规则锯齿状毛刺,人工视觉检测时会替意识忽略毛刺去判断面块整体形状,而毛刺对于计算机识别形状形成障碍。本研究通过“削切算法”,削切面块边缘去除毛刺,得到面块的“真边界”。
具体步骤如下:首先采用纵向扫描方式,从整个图像的最左端开始依次扫描每一列(图5),记录该列最顶端面块像素点a到最底端面块像素点b之间所有像素个数N总 和面块像素个数N面 ,计算该区间内面块像素所占的比例Ratio, Ratio=N面/N总 。如果Ratio<0.70 ,把此列像素灰度值全部置白(R、G、B设置为255)。当扫描至某列Ratio>=0.70且 N面>30时,扫描结束(因为毛刺为锯齿状,边缘呈渐进变化趋势,实验表明,此时毛刺基本消除又不会破坏面块形状。)。记录此时的边界值left。同样方式处理上、右、下边界,并记录对应的三个边界值right,up,bottom。至此削切处理完成。(处理后效果如图6所示)
3.缺损判断
3.1特征值提取
本研究提取的两个特征值是面块的初始面积 (A初)和削切处理后面块与外接矩形的面积比(R比)。其中A初是通过扫描图像,累记面块像素个数来表示。R比是通过下式来表示: 式中:A面为削切后面块的面积,计算方法同A初; (right-left+1)(bottom-up+1)为削切后面块外接矩形的面积,其中up、bottom、left、right为第2.3步骤中得到的四个值。
式中:A面为削切后面块的面积,计算方法同A初; (right-left+1)(bottom-up+1)为削切后面块外接矩形的面积,其中up、bottom、left、right为第2.3步骤中得到的四个值。
3.2缺损有无的判断:
通过大量的实验统计:正常面块R比值为0.95~0.10,而缺损面块的R比值一般低于0.95。因此,只要R比<0.95则判断面块缺损。实验还发现有极少数缺损面块是与边平行断损,这种缺损面块经削切处理后整体形状仍然是矩形, R比值会接近正常面块从而造成误判。但这类面块共同的特征是断损区域较大,会造成面块初始面积明显偏小,即A初< 8000(正常面块A初在10000左右)。所以,经R比判断合格的面块要再A初值检验,如果A初< 8000则判断面块缺损。本文通过对128块面块(其中缺损面块70块)进行实验,判断准确率达96.8%。
4. 结论
本文模拟方便面生产线设计了图像采集装置,利用触发控制抓拍到对比度较高的方便面图像。采用Visual C++6.0 开发了一套行之有效的软件系统。采用了“围剿算法”巧妙地去除背景,利用了“削切算法”对面块边缘进行处理,去除周边毛刺的干扰。最后提取二个特征参数即削切后面块与外接矩形的面积比值R比和初始面块面积A初来判断面块是否缺损。这样把复杂的形状识别问题转化为面积计算问题,这种方法看似简单,但其效果是常规的形状识别算法不易达到的。本实验方法另辟蹊径,其优势十分明显,识别率高、速度快、实用性强,完全满足在线检测。
本文作者创新点:
1.模拟方便面生产线设计了图像采集装置,利用触发控制抓拍到对比度较高的方便面图像;
2.利用HIS颜色空间下像素的I值作为参数,采用了“围剿算法”对图像进行了巧妙分割;
3.利用了“削切算法”对面块边缘进行处理,去除周边毛刺的干扰。解决了计算机后续形状识别的干扰问题。
4.提取二个特征参数(即削切后面块与外接矩形的面积比值R比和初始面块面积A初)来判断面块是否缺损,识别率高。
参考文献
[1].简庆龙,许兴鹍. 图像处理在烟叶杂物剔除系统上的应用研究[J].微计算机信息, 2005,No.5:149-150. [2].V.Leemans,H.Magein,M.-F.Destain. On-line Fruit Grading according to their External Quality using Machine Vision. Biosystems Engineering, 2002, 83
(4):391~404. [3]. Milan Sonka . Image Processing , Analysis, and Machine Vision . Beijing . Posts & Telecom Press . 2003 . 12~16,83~128 [4].Growe T G et al. Real-time defect detection in fruit Part III : An algorithm and performance of a prototype system. Transaction of the ASAE, 1996, 39
(6):2309~2317. [5]王建卫, 彩色图像的中值滤波算法的改进与应用[J]. 哈尔滨商业大学学报(自然科学版)2006,V.24,N.4. 67-69 [6].黄星奕, 林建荣, 赵杰文.苹果果梗和缺陷的识别技术研究[J].江苏大学学报:自然科学版, 2004, 工25
( 3): 193-195 [7].方如明, 蔡健荣, 许俐.计算机图像处理技术及其在农业工程中的应用[M].北京: 清华大学出版社, 1999: 67-69 [8].Kenneth .R .Castleman. 数字图像处理[M]. 北京: 电子工业出版社,2003
关键词:方便面;形状识别;计算机视觉; 图像分割 Abstract: An on-line method was proposed to identify damaged instant noodle. Use computer vision to capture the image. Then use “around shock method” to segment the image. The burr of edge is get rid of after “cut processing”, So “real borderline” was gained. Then the area ratio of dough and exterior rectangle was available and made rapid identify on speedy inspection of defaulted. This study method is novelty, superiority, nicety and speedily. Key words: Instant noodle; Shape recognition; Machine vision; Image Segmentation
0. 引言
近年来,随着方便面市场剧烈竞争,各厂家纷纷降低成本、提高产品质量、树立品牌形象、提高企业竞争力。在不降低产品质量的前提下,要增强企业的竞争力,只有走规模化经营之道;而规模化的核心目标就是“以规模降成本”,即扩大生产规模,挖掘企业潜力,向规模要效益,向管理要效益,降低生产成本和管理成本。鉴于此,方便面生产的自动化水平渐渐成为一个不容忽视的重要问题。目前,方便面生产线后段应用了自动排面传送带及自动射面机、自动投包机、自动叠袋机及自动裹包式纸箱装箱机等(如顶新集团),而方便面生产线次品挑选工作还是依赖人工视觉来完成。人工视觉检测具有速度低,受主观影响较大,误检率和漏检率高等缺点。所以,研制高效方便面自动化检测系统能提高产品质量,解放生产力和节约成本,适应现代化工业的需要。
机器视觉技术是机器代替人眼来做测量和判断,国内外已将此技术成功地运用到众多产品的质量检测上。与人工视觉检测相比较,机器视觉具有自动化程度高、识别能力强、测量精度高等优点,具有广泛的应用前景。随着图像处理技术的日趋先进、计算机硬件成本的下降及计算机处理速度的提高,在食品及农产品品质自动检测和分级领域应用机器视觉已变得越来越具有吸引力。
方便面生产线上依外观挑选出的不良品主要有破损、油炸过度或不足、大花、并条、堆积等,其中80%以上为破损面块。本文以方形面块为例进行在线快速破损检测。因为面块边缘不平整且常有一些毛刺,常规的视觉识别方法难以进行判断。本文利用“削切处理”除去毛刺,得到面块的真边界,然后利用面块与外接矩形的面积比判断缺损与否,实验表明该方法识别率高,速度快,适合在线检测。
1. 试验材料与装置
本实验样本来自河南正龙食品有限公司的白象方便面系列之一:大骨面,它具有油炸方便面的代表性。由正龙集团新郑分公司三车间生产。共采集实验样本128块,其中缺损面块70块。 实验装置由计算机、CCD摄像机、图像采集卡、光源和输送线等组成(图1)。其中CCD摄像机采用美国Uniq-uc610,图像采集卡采用加拿大Matrox Meteor-II型(该采集卡具有外触发功能)。本系统采用封闭式照明系统,照明室上部两侧采用两个对称的30 W日光灯作为光源,输送线为黑色,面块经自动排面输送线(将面块摆放整齐,并且使面块之间间隙均匀)将面块输送到视觉检测部分。
2. 图像处理
采集后的图像首先要经过预处理,预处理包括滤噪、图像分割、去边缘毛刺等,以便于后续的形状判断工作。
2.1 图像滤噪
本试验采用快速中值滤波方法去除噪声。既有效抑制图像中的噪声,又保护图像的轮廓边界不使其变模糊。此算法处理速度快,能满足在线检测的要求。
2.2 图像分割
图像的背景是黑色的,而面块相对来说是浅色的。经实验,选取HIS颜色空间中I分量为判断条件时,直方图为理想的双峰型(图3)。选择谷作为灰度阈值将得到合理的物体边界。同一颜色从RGB到HIS的转换为非线性变换,其转换关系为:
3.缺损判断
3.1特征值提取
本研究提取的两个特征值是面块的初始面积 (A初)和削切处理后面块与外接矩形的面积比(R比)。其中A初是通过扫描图像,累记面块像素个数来表示。R比是通过下式来表示:
式中:A面为削切后面块的面积,计算方法同A初; (right-left+1)(bottom-up+1)为削切后面块外接矩形的面积,其中up、bottom、left、right为第2.3步骤中得到的四个值。 3.2缺损有无的判断:
通过大量的实验统计:正常面块R比值为0.95~0.10,而缺损面块的R比值一般低于0.95。因此,只要R比<0.95则判断面块缺损。实验还发现有极少数缺损面块是与边平行断损,这种缺损面块经削切处理后整体形状仍然是矩形, R比值会接近正常面块从而造成误判。但这类面块共同的特征是断损区域较大,会造成面块初始面积明显偏小,即A初< 8000(正常面块A初在10000左右)。所以,经R比判断合格的面块要再A初值检验,如果A初< 8000则判断面块缺损。本文通过对128块面块(其中缺损面块70块)进行实验,判断准确率达96.8%。
4. 结论
本文模拟方便面生产线设计了图像采集装置,利用触发控制抓拍到对比度较高的方便面图像。采用Visual C++6.0 开发了一套行之有效的软件系统。采用了“围剿算法”巧妙地去除背景,利用了“削切算法”对面块边缘进行处理,去除周边毛刺的干扰。最后提取二个特征参数即削切后面块与外接矩形的面积比值R比和初始面块面积A初来判断面块是否缺损。这样把复杂的形状识别问题转化为面积计算问题,这种方法看似简单,但其效果是常规的形状识别算法不易达到的。本实验方法另辟蹊径,其优势十分明显,识别率高、速度快、实用性强,完全满足在线检测。
本文作者创新点:
1.模拟方便面生产线设计了图像采集装置,利用触发控制抓拍到对比度较高的方便面图像;
2.利用HIS颜色空间下像素的I值作为参数,采用了“围剿算法”对图像进行了巧妙分割;
3.利用了“削切算法”对面块边缘进行处理,去除周边毛刺的干扰。解决了计算机后续形状识别的干扰问题。
4.提取二个特征参数(即削切后面块与外接矩形的面积比值R比和初始面块面积A初)来判断面块是否缺损,识别率高。
参考文献
[1].简庆龙,许兴鹍. 图像处理在烟叶杂物剔除系统上的应用研究[J].微计算机信息, 2005,No.5:149-150. [2].V.Leemans,H.Magein,M.-F.Destain. On-line Fruit Grading according to their External Quality using Machine Vision. Biosystems Engineering, 2002, 83
(4):391~404. [3]. Milan Sonka . Image Processing , Analysis, and Machine Vision . Beijing . Posts & Telecom Press . 2003 . 12~16,83~128 [4].Growe T G et al. Real-time defect detection in fruit Part III : An algorithm and performance of a prototype system. Transaction of the ASAE, 1996, 39
(6):2309~2317. [5]王建卫, 彩色图像的中值滤波算法的改进与应用[J]. 哈尔滨商业大学学报(自然科学版)2006,V.24,N.4. 67-69 [6].黄星奕, 林建荣, 赵杰文.苹果果梗和缺陷的识别技术研究[J].江苏大学学报:自然科学版, 2004, 工25
( 3): 193-195 [7].方如明, 蔡健荣, 许俐.计算机图像处理技术及其在农业工程中的应用[M].北京: 清华大学出版社, 1999: 67-69 [8].Kenneth .R .Castleman. 数字图像处理[M]. 北京: 电子工业出版社,2003
