


技术文章
视觉检测系统及其应用
摘 要:视觉检测技术是建立在计算机视觉研究基础上的一门新兴检测技术,基于视觉传感器的检测系统具有抗干扰能力强,效率高,组成简单等优点,非常适合生产现场的在线,非接触检测及监控。本文介绍了该技术在烟草行业包装生产线上的应用方案。
关键词:视觉检测技术 ; 视觉传感器 ; 包装生产线 ; 模式识别 ; 烟草行业;
1 引言
机器视觉技术作为计算机科学的一个重要分支,在近三十年中有迅猛的发展。由于机器视觉系统可以快速获取大量信息自动进行数据处理,易于同设计信息及加工控制信息集成,因此,在现代自动化生产过程中,机器视觉系统被广泛用于工况监视、成品检验和质量控制等领域。
机器视觉系统的特点是可以提高生产的柔性和自动化程度。在一些不适合人工作业的危险工作环境或人工视觉难以满足要求的场合,常用机器视觉来替代人工视觉;另外,在大批量工业生产过程中,用机器视觉系统检查产品质量显然要比人工方式速度快,精度高,而且可以大大提高生产效率和生产自动化程度。另外,机器视觉系统便于信息集成,是实现现代工业自动化的基础技术。
烟草行业包装生产线的自动化程度很高,机器包装好的烟盒以每分钟500盒/分钟的速度经传送带输出。目前,绝大多数生产线还是采用人工筛选包装不合格的产品。如果用视觉识别系统取代人工进行在线检测, 不仅可以减轻工人劳动强度,而且将减少次品和提高生产效率。但是,机器视觉系统也有它的局限性,因此,对于不同的检测对象要具体分析,采取不同的检测方案。
2 视觉检测系统分析
.1) 基本原理
机器视觉检测系统通常采用CCD(Charge Coupled Device)照相机摄取检测图像,将其转化为数字信号,再采用先进的计算机硬件与软件技术对图像数字信号进行处理,从而得到所需要的各种目标图像特征值,并在此基础上实现模式识别,坐标计算,灰度分布图等多种功能。机器视觉检测系统能够根据其检测结果快速地显示图象,输出数据,发布指令,执行机构可以配合其完成位置调整,好坏筛选,数据统计等自动化流程。与人工视觉相比较,机器视觉的最大优点是精确,快速,可靠,以及信息数字化。
机器视觉系统主要由三部分组成:图像的获取、图像的处理、输出显示。
图像获取设备包括光源、摄像机等,其中关键部件CCD是由分布于其上的各个像元的光敏二极管的线性阵列或矩形阵列构成,通过顺序输出每个二极管的电压脉冲,实现将图像光信号转换成电信号的目的。输出的电压脉冲序列可以直接以RS-170制式输入标准电视显示器,或者输入计算机的内存,进行数值化处理。CCD是现在最常用的机器视觉传感器。
图像处理设备包括相应的软件和硬件系统。
输出设备与过程相连,包括监视界面,过程控制器和报警装置等。摄像数据通过计算机对标准和故障图像的分析和比较,若发现不合格产品,则通过NG信号告警,并由PLC自动将其排除出生产线。机器视觉检测的结果可以作为计算机辅助质量CAQ (Computer Aided Quality)系统的信息来源,也可以和其它控制系统集成。
.2) 系统设计
烟盒包装生产线视觉检测系统采用欧姆龙公司的F150视觉传感器。其主要性能指标是,像素为512×480,可以纪录16个不同物件的标准画面,存储23个画面不合格物件图像,即可以确定23种不合格的情况,便于在生产中做出比较和回馈。图像处理采用二值化方法。数据及图像的存储通过RS232口与PC机相连。摄影机和照明装置为F150-SL20/50型,其中摄影机部分为1/3寸CCD个体摄像元件,带智能照明,脉冲发光,即频闪,电子快门有1/100,1/500,1/2000,1/10000秒的多种选择。检测范围为50mm×50mm,设定距离16.5mm-26.5mm。
视觉检测系统的基本构成如图1[6]所示:
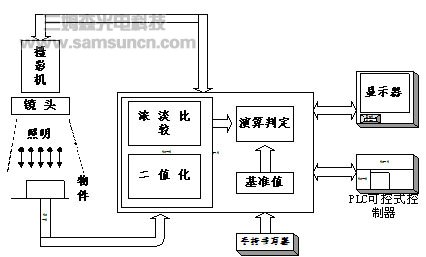
图1 视觉检测系统的基本构成
图中的主要部件功能如下:
在系统中起核心作用的是控制器,其基于二值化和灰度理论,可以处理CCD镜头以像素为单位转换而来的电信号,并提供多种测量模式,输入输出和通信手段。控制器通过专用信号线与摄像机及智能照明装置相连,后者内含CCD器件,可配合多种标准镜头。特别要说明的是本系统采用智能照明,可进行八段光亮设定,可以稳定的摄取适合检查的图像。使用者可通过手持书写器,在显示器上选择测量模式,检查区域及设定检查条件。最后在控制器中产生特定信号,由PLC接收,控制电磁阀产生剔除动作,完成取像,检测,剔除等一整套动作。
3 系统仿真
针对视觉检测系统中的几个重要问题,我们进行了专门的研究和仿真。
1) 待检测物件颜色与照明光源及外光源之间的关系,是否有特殊的要求?
2) 包装生产线上要求对香烟盒的外包装进行局部缺陷检测,比如:外观破损,边缘测定,印刷位置,封口情况等。一个摄像头是否可以同时检测两到三个面?
3)视觉检测系统检测物件的精度是否可达到期望的要求?
物件图像的视频端口外接通用数码录影机,由USB端口传入PC机,再用专用软件在显示器展示出来。操作步骤如下:

图 2 标准画像
1) 录标准画像。将待测物件放入摄像头的测试范围,并作为标准画像记录。记录时,要边看画像边根据菜单进行照明及快门设定。本例中快门速度为10000/s,照明为初始默认值。如图2所示
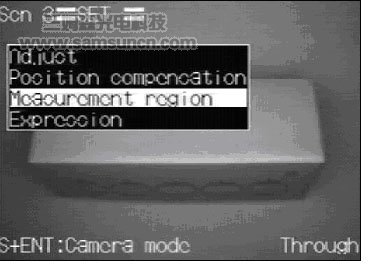
图3 检查项目及领域设定
2) 检查项目和领域设定。画面上会显示几种类型的应用实例,选择其中的某几项检测项目。接着设定检查领域,进行各种形状的设定,能设定最大16个领域。在本例中,分别进行了灰度搜索,边缘灰度位置,平均密度的设定。如图3所示
3) 位置修正。检测时,物件的位置不稳定时,需要进行位置修正。作为位置修正标准的领域及修正方法可自动进行设定。这一点对于工业生产线,非常实用。本例中对其中的某个检查的项目进行了位置修正,使之更符合生产实际。
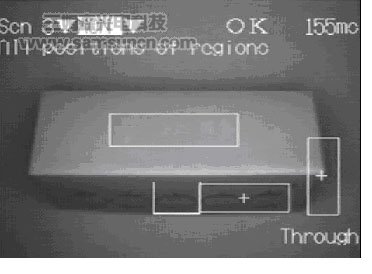
图4 合格物件
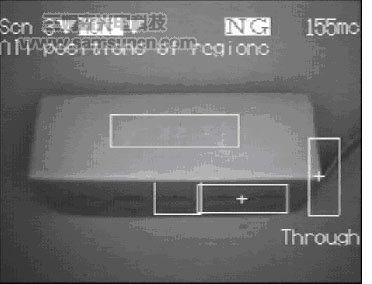
图5 不合格物件
4) 确认,检测。其中前一幅图像为合格物件,即OK,如图4所示。后一副图像为不合格物件,即NG,如图5所示。
4 结论
本文介绍了一种应用于烟草工业包装生产线进行产品质量检测的新型技术手段,即利用机器视觉系统方便,快捷,有效地实现物件检测。
在实际应用中,我们注意到特定的光源色对不同的物件颜色区分有很大差异,一般要根据实际情况调整。比如,采用红色LED光源的CCD摄像头时,它对红与黄颜色的区分就不理想,这种情况下可以采用绿色的光源。除此之外,生产现场摄像头最好用灯罩型装置屏蔽外来杂光源。
另外,由于一个摄像头检测物件的多个面时,镜头与物件不垂直,而是与物件的两个待测面或三个待测面呈一定的角度,因此,需要考虑这种形变带来的误差。在生产线上,当物件移动位置不稳定时,可以用位置补偿来修正检测范围。另外,当烟盒外包装需检测部位与背景在灰度上近似时,采用本次仿真实验选用的摄像头,对烟盒开口精度1毫米并不能达到。
对香烟包装生产线来说,检测系统辅助装置的设计和安装十分关键,即要在生产线上使烟盒需要检测的各个面都处于传感器的视觉范围之内,完成全包装检测。
本次仿真试验中,采用的是欧姆龙公司中端的F150视觉检测系统,而对于最新推出的F160系统,则可以满足更高端的指标要求,尤其是对待测物件从比较型检测转变到测量型检测,但同时成本会有一定的提高。结合不同检测系统的成本及工业现场实际要求,可以比较灵活的采用不同的系统。
试验仿真结果表明,视觉检测系统对烟草生产线烟盒外包装的检测可以达到预期的效果。
参考文献
【1】 OMRON公司《传感器综合样本》 2001年
【2】 Kenneth R.Castlemen 著 朱志刚 等译 《数字图像处理》 北京: 电子工业出
版社 2002年
【3】 赵守忠 《传感器技术及其应用》 合肥:中国科学技术大学出版社 1997年
【4】 OMRON公司 F-150-3 Vision Sensor manual 1: SETUP MANUAL 2000年
【5】 OMRON 公司F-150-3 Vision Sensor manual: EXPERT MENU OPERATION MANUAL 2000年
【6】 王林,沈立纬 《视觉检查系统在烟草行业的应用》 2001年
