


Industry News
DALSA Coreco Group Canada IPD machine vision system in automotive manufacturing
Date:2016-02-24
Source:Samsun Technology
随着中国汽车制造业的蓬勃飞速发展,国外流行的机器视觉工业检测设备也开始在被广大中国制造商所采用,以此来提高产品的生产效率和降低生产成本。
汽车制造业金属铸件检测应用

相 机3检测描述:这里我们仍然使用了2个搜索算法用于标定位置。通过寻找2个在工件上标定出的部位来使检测区域自动调整至铸槽上方。检测区域我们使用灰度值 平均算法来判断铸槽中安装孔是否存在。如图所示当安装孔存在时检测区域表示为绿色。 软件截图(相机3拍摄的不合格工件)
相机3检测描述:灰度值平均算法检测出当安装孔不存在时的读数要比安装孔存在时低很多。这时候如图所示检测区域表示为红色。 视觉系统信号输出: NetSight II视觉系统可以通过串口、以太网、内置数字I/O输出Pass/Fail检测结果信号。
视觉系统注意事项: 1. 检测系统很容易受到强光影响。建议铸件检测环境应该避免非检测光源的干扰。 2. 待检铸件应该安放在相机的FOV(拍摄范围)内。
汽车制造业金属铸件检测应用
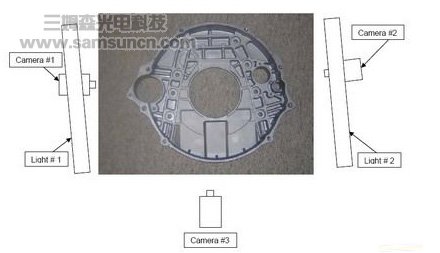
应 用需求分析: 所要检测的物体为金属铸件,在某些铸槽的规定位置都有安装孔。视觉系统的任务就是检测这些安装孔是否在规定的铸槽内。 系统选型: 虽然iNspect的软件工具同样能够轻易得完成检测任务,但由于NetSight II能够同时连接3台相机的优势使它更加适用于完成这个检测项目。使用Sherlock软件来进行视觉处理能使检测速度低于100ms. 硬件系统组成: 1套NetSight II视觉检测系统(自带1个相机和5米连接缆线) 2台JAI CV-A11 相机 2个相机固定支架 2条5米连接缆线 3个25MM镜头 2个荧光灯 光学安装图表:
安装位置: 相机镜头与待检工件的垂直距离为96.5CM 相机镜头与待检工件边缘的水平距离为7.6CM 光源的安装垂直高度为101.6CM 光源与待检工件边缘的水平距离为7.6CM 光源的安装角度为40度 软件截图(相机1拍摄的合格工件)
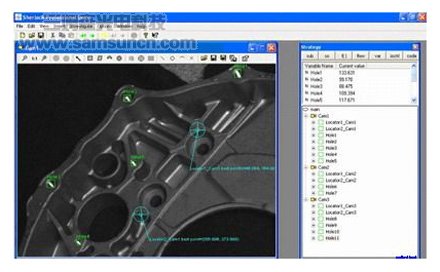
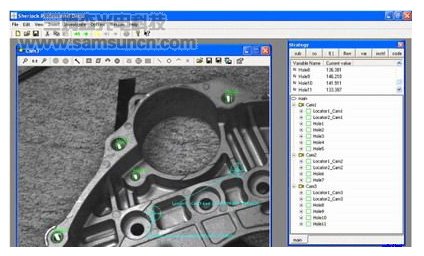
相机1检测描述:这里我们使用了2个搜索算法用于标定位置。通过寻找2个在工件上标定出的部位来使检测区域自动调整至铸槽上方。检测区域我们使用灰度值平均算法来判断铸槽中安装孔是否存在。 软件截图相(机1拍摄的不合格工件)
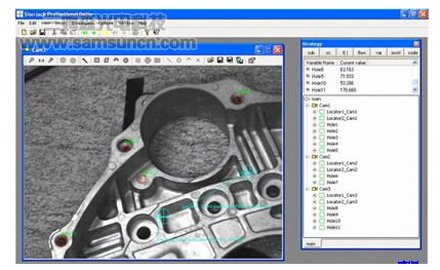
相机1检测描述:灰度值平均算法检测出当安装孔不存在时的读数要比安装孔存在时低很多。这时候如图所示检测区域表示为红色 软件截图(相机2拍摄的合格工件)
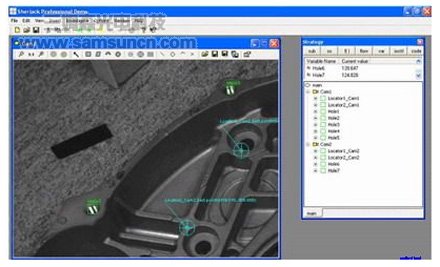
相 机2检测描述:这里我们仍然使用了2个搜索算法用于标定位置。通过寻找2个在工件上标定出的部位来使检测区域自动调整至铸槽上方。检测区域我们使用灰度值 平均算法来判断铸槽中安装孔是否存在。如图所示当安装孔存在时检测区域表示为绿色。 软件截图(相机2拍摄的不合格工件)
相机2检测描述:灰度值平均算法检测出当安装孔不存在时的读数要比安装孔存在时低很多。这时候如图所示检测区域表示为红色。 软件截图(相机3拍摄的合格工件)
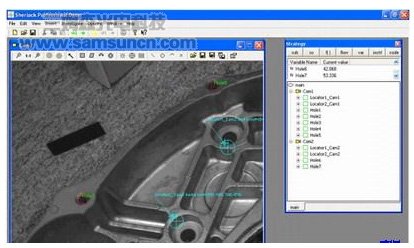
相 机3检测描述:这里我们仍然使用了2个搜索算法用于标定位置。通过寻找2个在工件上标定出的部位来使检测区域自动调整至铸槽上方。检测区域我们使用灰度值 平均算法来判断铸槽中安装孔是否存在。如图所示当安装孔存在时检测区域表示为绿色。 软件截图(相机3拍摄的不合格工件)
相机3检测描述:灰度值平均算法检测出当安装孔不存在时的读数要比安装孔存在时低很多。这时候如图所示检测区域表示为红色。 视觉系统信号输出: NetSight II视觉系统可以通过串口、以太网、内置数字I/O输出Pass/Fail检测结果信号。
视觉系统注意事项: 1. 检测系统很容易受到强光影响。建议铸件检测环境应该避免非检测光源的干扰。 2. 待检铸件应该安放在相机的FOV(拍摄范围)内。
